全国咨询热线:18292478727
24小时咨询热线:0917-3152566
咨询热线
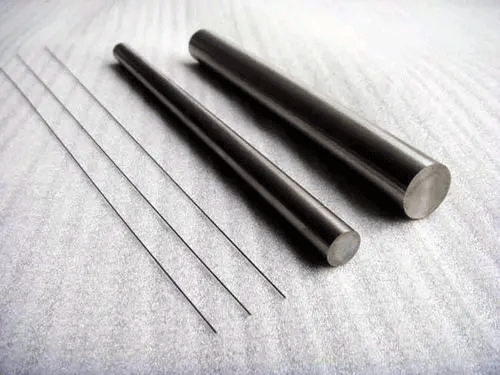
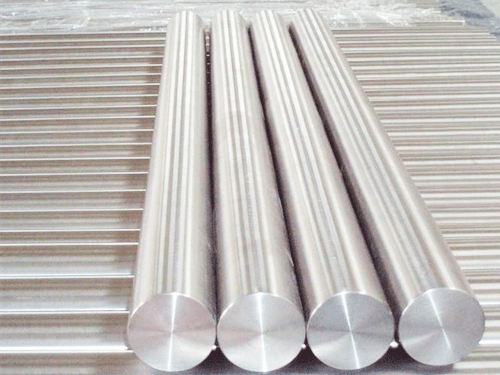
18292478727钛卷冷轧的生产工艺为:热轧卷→热轧卷拼焊、引带链接→退火→酸洗→表面修磨→轧制→清洗→真空退火→平整、拉矫→精整→打包.冷轧前在带卷两端连接引带是为了提高成品的成材率,钛卷热轧后的表面氧化层需采用“机械除鳞 混酸酸洗”工艺对其进行清除,一般情况下单机架轧机的产能能够满足钛卷冷轧的生产要求,由于钛的各向异性显著,因此钛卷冷轧通常采用较小直径工作辊的多辊轧机在大张力下进行轧制,成品退火必须采用真空退火以保证产品表面,平整和拉矫的目的是使成品钛卷获得合适的表面状态和良好的板形。

冷轧用热轧卷其规格一殷为(3~6)mmx(600~1600)mm,单卷重量在10t以下。原料准备主要是将小卷拼为大卷、焊引帯、引带的切除及更新、切除裂边等,由于钛卷冷轧一般采用可逆式轧机轧制,这样带卷两端头尾部份不能被正常轧制,会使钛材有较大的浪费,因此,冷轧前在带卷两端须连接引导带以提高成品的成材率,降低生产成本。当引带的材质与带坯同为纯钛时,采用对焊连接,但当引带的材质不是纯钛时(如不锈钢等),由于不能进行直接焊接,必需采用机械铆合法连接,在冷轧终了时须取下引带,引带可反复使用原料准备阶段需设置拼卷机组,将热轧小卷拼为大卷,为热轧卷焊上引带,对中间轧制后的钛卷进行原有引带的切除并焊上合适的新引带。为使引带可重复使用,还需设置引带矫直机组,用于对使用过的引带进行矫直、剪切头尾,以及用于制造新引带,宝鸡梵锐达钛业钛卷钛带钛板,更多钛卷钛带加工欢迎来电咨询我们。
服务热线