全国咨询热线:18292478727
24小时咨询热线:0917-3152566
咨询热线
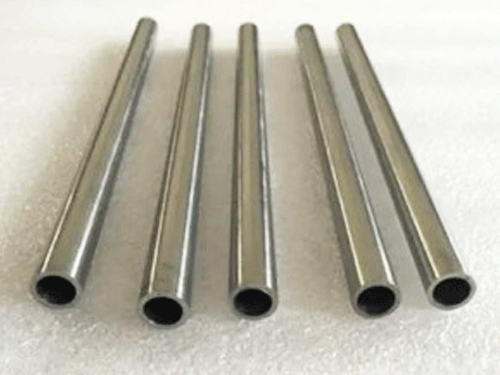
18292478727生产效率高,焊接钛管生产工序短。管材长度不受限制,适宜于规格、品种、牌号较为单一、批量大的薄壁管材生产。近几年,国企和民企已建成和准备建设的焊管生产缓有80多条,焊接钛管在钛管中的比例将逐渐增加。钛板及钛合金薄壁焊管制造难度大,属高端产品。随着国 内钛带生产技术的突破,中国已成功批量生产钛焊管。
钛焊管生产工序为:钛带卷—纵剪成型—焊接—整形定径—热 处理—矫直—涡流、超声检测—气密检测—成品焊管。辊式连续成型机成型方法较多。对于钛焊管而言,W弯曲成型法成型质量好,较为适用。边缘弯曲法适用于直径大于200mm焊管生产。管缝的焊接方法主要有高频焊接手口 氩弧焊接。焊接时及焊后的焊缝在450T以上时,均需进氩气保护。

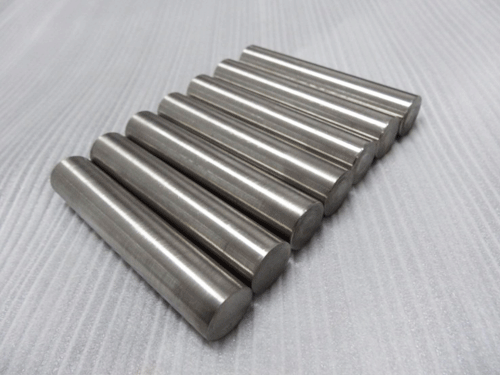
包覆润滑是坯料外面包覆铜、软钢或其他金 属。金属包覆挤压工序复杂,成本高,酸洗过程环境污染严 重。挤压模具一般预热到300~400度。正常情况下每副挤BE模的使用寿命在20次左右。对于型材挤压,为提高薄壁型 材尺寸精度和工模具耐磨性,须对模具以等离子法涂敷二氧化锆涂层。规格单一、批量大时,采用斜轧穿孔方法生产管坯可以得到比较好的技术经济效果。斜轧穿孔方法有两辊式斜乳 穿孔和三辊式斜轧穿孔两种。
服务热线